Kites, Fabrics, and Airfoils
By Brian
Doyle
North Cloth
- a division of North Sails Group
Designers of cloth airfoils: kites, sails, or
parachutes, have a doubly difficult task.
The foil shapes the wind (to put it poetically), but the force of the
wind also stretches and shapes the foil, and so on, round and round in a
converging circular process. The
ultimate shape depends on a combination of built-in shaping and deformation of
the cloth by the wind load. By
contrast, designers of airplane wings and boat keels work with relatively rigid
materials and the shape they draw is the shape they get.
Cloth stress-strain behavior
plays an important part in the performance of a cloth airfoil. Minimum stretch for the weight is usually
best. Uniform stretch from lot to lot;
color to color; and kite to kite is essential to making a high quality product.
Sailcloth manufacturers usually test each batch of cloth for stretch, weight, porosity, and tear strength. Understanding these properties and the "graphs" which display them can help a designer to select the best fabric for a design. When a design is in production they can be used to select batches of fabric to insure performance and shape from one kite to the next.
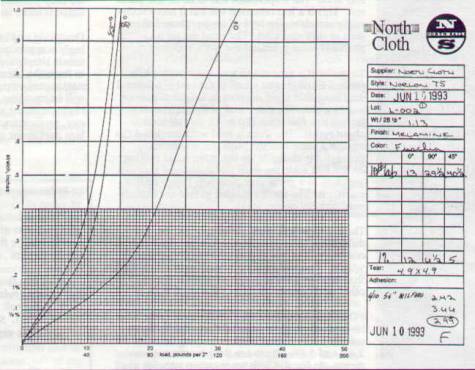
WEIGHT
The figure above shows a typical graph for a production lot
of North's Norlon 75. This is a type of
fabric known in the industry as 3/4 oz ripstop. Ripstop refers to the square pattern of larger yarns or yarns
woven together to create barriers to tears.
Three quarter ounce would appear to refer to the
weight per square yard, but it's not that easy. These fabrics typically weigh 1.1 oz per sailmaker's yard, which
is 36" long but only 28.5" wide (28.5" is a throwback to the
days of cotton sailcloth). So, 3/4 oz
really weighs about 1.4 ounces per square yard. The weight will also vary a little from lot to lot and
manufacturer to manufacturer.
FINISH
Under the "weight" in the data block in figure one the finish is noted as Melamine. Almost all fabrics used in kites, sails, and parachutes have some sort of polymer finish which stabilizes the cloth and helps to resist diagonal stretch. These are applied as either coatings spread on one side of the fabric, or impregnations which soak into the bulk of the cloth. Melamine is an impregnation with a polymer which is the same as that in Formica counter tops and those hard plastic plates they use on airliners.
What are the differences between melamine impregnated
fabrics and coated* fabrics and how do you choose when to use one or the other? Here are some rules of thumb.
·
Melamine finished
fabrics are lower in stretch and higher
in breaking strength than the same weight of coated fabric.
·
Coated fabrics, with
their softer "hand", usually have higher tear strength than the firm
melamine fabrics.
·
Coated fabrics replace
fiber content with coating weight.
Coating is cheaper than fiber.
Therefore coated fabrics are less expensive to make.
*The coating is usually urethane polymer similar to
urethane varnishes and paints.
STRETCH
The 3 lines on the chart in figure one represent the stretch under load in three
directions in the fabric; the 0 degree (warp or long direction in a roll of
cloth), 90 degree (fill or cross direction in a roll), and 45 degree (bias,
half way between the other two).
Strips of cloth 2" wide are cut from each of the
three orientations. These are clamped
in the jaws (spaced 16" apart) of a tensile tester and are pulled apart as
the load and elongation are charted.
In figure one the load is read across the bottom of
the graph and the elongation, in inches, shows on the vertical axis. The full scale load in figure one is 50
lbs. The full scale elongation is one
inch. Each small square in the vertical
axis represents 1/100 inch. Since the
test sample is 16 inches long 16 small squares is one percent elongation.
An important thing to notice about the elongation
curves in figure one is that the 0 deg, or warp, is about twice as resistant to
stretch as the 90 and 45. This is
intentional. This fabric is intended to
be used with the warp lined up with the highest loads in the sail. This is important to keep in mind when
choosing the cloth orientation in a kite.
The shape of the curves is important too. The first section out of the origin is
nearly straight. This is elastic
stretch. At these levels of load and
elongation if the load is removed the fabric will return to its original
length. Beyond this range
the fabric "yields", the line curves, and
plastic stretch takes place. Plastic
stretch is permanent even after the load is removed.
What does this mean to the designer? Generally it is wise to only use fabrics in
their elastic range. If a sail or kite
is used so as to load the fabric beyond the "elastic limit" it will
be blown out of shape permanently. The
1% loads are entered at the bottom of the data block to help designers avoid
this type of overloading. One percent
elongation is usually near the limit of the elastic stretch range.
Why do some fabrics stretch more than others? Many factors in the design and manufacture
of cloth can have an effect on stretch, but the most important are:
·Yarn tenacity and modulus
·Weave count and density
·Finish firmness
There is a wide diversity of yarns to choose from in
designing 3/4 oz ripstop. Some are
better for clothing. Some are less
expensive. The lowest stretch yarns are
produced for industrial fabrics and are known as "high tenacity". As might be expected these are also the more
expensive yarns.
Fabrics with higher yarn counts and weaving density
will have lower stretch. It is possible
to weave a lower count, less expensive, fabric and finish it with a coating for
low porosity, but this is at the expense of higher stretch.
Impregnations and coatings are available in a range
of hardness. It is also possible to
apply more or less finish (either coating or impregnation) to adjust the
firmness of the fabric. In general the
trade-off is between cloth stretch and tear resistance. Firm finishes while achieving lower stretch
lock the yarns in place so they can not bunch-up ahead of tears to stop them.
TEAR STRENGTH
Resistance to tearing in a woven fabric is a complex
business depending on many variables.
Fortunately it is usually sufficient to look at only two variables; yarn
tenacity (breaking strength), and finish firmness.
It is easy to see that stronger yarns will give
higher breaking strength, and all things being equal, premium fabrics woven
with high tenacity yarns will have higher tear strength.
Finish firmness, either coating or impregnation, can
make things complicated. A firm finish,
bonded tightly to the yarns is often desirable to decrease stretch. But, this type of finish also decreases tear
strength.
An important mechanism in resisting tears in fabrics
is the movement of individual yarns so as to bunch at the leading edge of the
tear and create a smoothed out reinforced area to stop the tear. This is why cheese cloth is so difficult to
tear even though the yarns are relatively weak. Flyers will also recognize the similarity with the practice of
drilling a small hole at the leading edge of a crack in aluminum aircraft
skins.
What is sufficient tear strength? This will depend to some extent on the
design of the kite and how it will be used.
Usually firm, low stretch, 3/4 oz cloth should have tears of at least
3-4 lbs. Some soft, higher stretch, 3/4
oz products can have tears as high as 10-20 lbs.
In general, fabrics of high tenacity yarn and firm
finishes in which the finish is tuned so as to be as firm as possible without
exceeding some lower limit of tear strength make the best fabric airfoils. Some manufacturers will emphasis the high
tear strength of their cloth. But this
is usually very soft cloth with poor stretch performance and shape holding.
Different manufacturers use different methods to
measure tear strength. The three most
common are the tongue tear, trapezoidal tear, and nail tear. In the tongue tear a sample of cloth is
pulled apart out-of-the plane. This is
the most common tear test used in the textile industry, but it does not truly
simulate what happens to sails and kites.
The trapezoidal tear is an in-the-plane test. This is a less common test but it more accurately simulates the
type of in-the-plane failure seen in sails and kites. The most simple and probably most practical test is the nail
tear.
To perform a simple nail tear test a push pin is
pushed through and glued to the end of a several inch long thin rigid support
(a tongue depressor works well). The
other end of the support is attached to a fish scale (10 or 15 lbs full scale
is about right). The cloth is held with
one hand flat against a table and the push pin is inserted through the
cloth. With the other hand pulling on
the fish scale the push pin is dragged through the cloth in a particular
direction (warp or fill) tearing it.
The force required to tear the cloth is read directly on the scale.
The different test methods will, of course, give
different results on different fabrics.
To avoid confusion it is best to pick one method and stick with it. You will eventually gain experience with
that method so as to judge one fabric with another and various batches of the
same fabric.
POROSITY
In the lower right corner of the graph in figure one
there are three numbers varying between 2.42 and 3.66. These are the porosity measurements. At North Cloth we measure porosity at three
positions across the width of the test sample.
The units are in cubic feet per minute per square
foot at 0.5" water pressure. In
other words the testing machine applies a pressure across the fabric sample
which is sufficient to support the weight of 1/2 inch of water. (This is a low pressure, but it is about the
same as the differential between the top and bottom of a kite in flight. Consider that the atmospheric pressure where
you are sitting is enough to support the weight of about 30 feet of
water). At this steady pressure a
reading of 1 would mean that a cubic foot of air would leak through a square
foot of cloth in one minute. This is a
velocity of air through the cloth of 1 foot per minute or 0.011 miles per hour.
Why is porosity important? Is zero porosity necessary?
Military specification parachute cloth has both a minimum and maximum
porosity requirement. The minimum
porosity allows a small amount of air to pass through the fabric. This turbulates the boundary layer, keeping
the flow around the top of the chute attached, and stabilizes the
parachute. Obviously very high porosity
is not good because it can reduce the pressure differential across the airfoil
and throw away lift.
There are many opinions and no certain answers
regarding the best levels of porosity.
Experience in making a large number of kites and paying attention to the
effects of porosity is probably just as good as most theories. At North we keep porosity below 4.5cfm/sf,
and feel that shape is more important.
Designing and making cloth airfoils is a deceivingly
complex pursuit. Building an
aerodynamic shape, anticipating what the wind will do to form the ultimate
shape, and what the dynamic performance in gusts and maneuvering will be,
requires an understanding which includes both art and technology. Cloth technology, performance, and stretch
play an important part in the process.
